

Kỹ thuật hàn dưới nước
Hàn dưới nước (Underwater welding) là phương pháp hàn hồ quang điện đặc biệt được tiến hành dưới nước, được phát triển ở hà lan năm 1946
Năm 1946, điện cực chống nước đặc biệt được phát triển ở Hà Lan bởi Van der Willingen và tạo ra bước đột phá trong công nghệ hàn dưới nước.
Hàn dưới nước (Underwater welding) là phương pháp hàn hồ quang điện đặc biệt được tiến hành dưới nước. Que hàn có 2 lớp thuốc bọc, lớp bên trong có tính năng như thuốc bọc que hàn thường. Lớp bên ngoài có tính năng chống nước. Thuốc bọc que hàn dưới nước có độ bền cao, cách nước, cách điện cho lõi que (không bị hở điện trong nước). Giữ cho hồ quang cháy ổn định trong bong bóng khí. Hình thành và khôi phục không ngừng do nước xung quanh bị phân tách và bốc hơi dưới tác dụng của phóng điện hồ quang. Nung chảy vật liệu cơ bản và hình thành mối hàn.
Nguyên lý hàn dưới nước
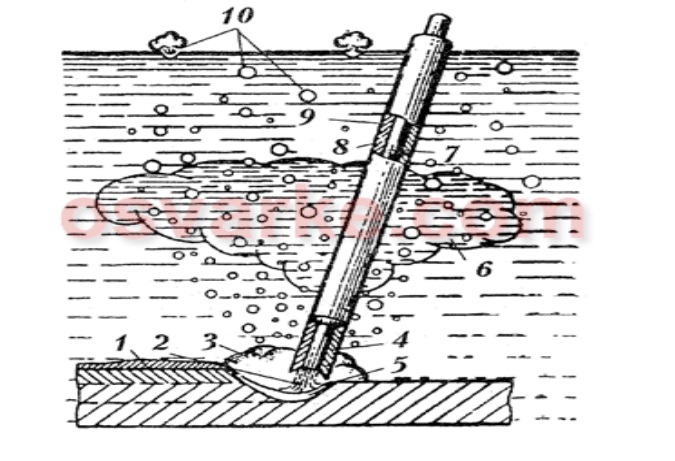
Phương pháp hàn dưới nước là phương pháp hàn que dựa vào khả năng cháy ổn định hồ quang trong bong bóng khí dưới sự làm mát cực của môi trường nước xung quanh. Hồ quang được tạo ra cũng giống như việc tạo hồ quang tay vậy, chỉ khác ở đây là việc tạo ra hồ quang ở dưới nước. Nhiệt của hồ quang được tạo ra giữa que hàn và vật hàn làm nóng chảy vật liệu cơ bản.
Sự nóng chảy lõi của que hàn, các hạt kim loại có trong thuốc bọc và một phần của vật liệu cơ bản tạo nên vũng hàn và đông đặc thành mối hàn. Tất cả các thao tác gây hồ quang, dịch chuyển que hàn, thay que hàn đều do thợ hàn thực hiện.
Đặc điểm của hàn dưới nước
Hàn dưới nước là phương pháp ra đời muộn song có ứng dụng rất lớn và đang được phát triển mạnh mẽ.
Hàn dưới nước có thể được thực hiện theo cách tương tự như trên mặt đất, ngoại trừ các yếu tố sau:
- Làm lạnh chuyển động của nước trên mối hàn kim loại và các tấm xung quanh.
- Một áp lực cao hơn do các đầu nguồn, theo đó mối hàn diễn ra.
- Một vùng khí xung quanh hồ quang.
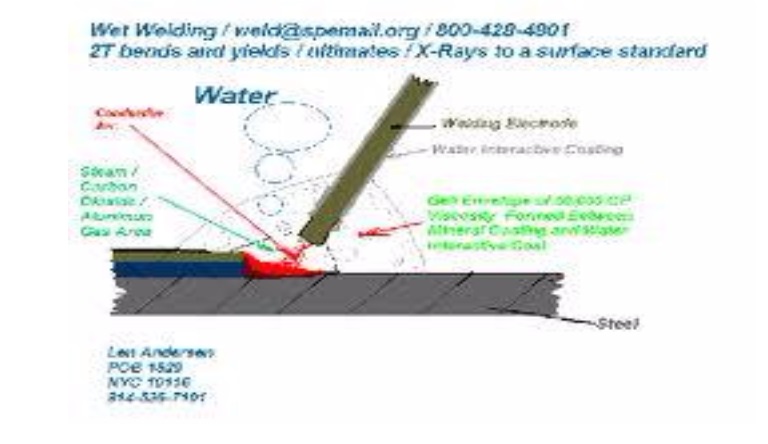
- Bong bóng khí được hình thành xung quanh hồ quang do đốt các thông về điện và điện ly của nước. Khi hàn các bong bóng vẫn tiếp tục xuất hiện, hàn một lúc sau thì khác, những bong bóng đó sẽ di chuyển lên mặt nước, do đó là điều kiện xung quanh hồ quang không ổn định. Hơn nữa, sự chuyển động của vùng không khí nhanh hơn, áp lực xung quanh cũng vậy. Hồ quang của vùng khí tăng theo độ mặn và nhiệt độ của nước biển nhưng giảm theo chiều sâu.
- Đối với hàn thép hợp kim có thể dẫn đến dễ giòn, dễ vỡ trong vùng ảnh hưởng nhiệt do hiệu ứng làm lạnh của nước biển trên mối hàn kim loại.
Ưu điểm của hàn hồ quang dưới nước:
- Có thể thao tác trong môi trường nước.
- Có khả năng linh hoạt dưới nước, có tính linh động cao.
- Có thể hàn ở nhiều vị trí, tư thế.
- Vùng ảnh hưởng của phương pháp này nhỏ.
Nhược điểm của hàn hồ quang dưới nước
- Công tác chuẩn bị trước khi hàn phức tạp.
- Việc thi công hàn dưới nước gặp nhiều khó khăn, trở ngại.
- Chất lượng mối hàn chủ yếu phụ thuộc vào trình độ tay nghề của thợ hàn.
- Thiết bị phục vụ cho công việc hàn rất nhiều và tốn kém.
- Độc hại cho môi trường, đặc biệt là nguồn nước.
- Khó quan sát khi hàn.
Phạm vi ứng dụng của hàn dưới nước
Phương pháp này có ứng dụng cho hàn tất cả các công trình dưới nước: thân tàu, giàn khoan, các đường ống…

Lĩnh vực chính cho hàn dưới nước là cơ sở khai thác dầu ngoài khơi, các công trình nối, sửa chữa những hư hỏng trên tàu. Nhiều trong số đó là những cấu trúc đường ống, các dàn khoan, các công trình nổi. Trong khi người thơ hàn phải thường xuyên chịu áp lực của môi trường thao tác.

Phân loại

- Hàn ướt (Wet Welding) – Hàn được thực hiện dưới nước, trực tiếp tiếp xúc với môi trường ẩm ướt.
- Hàn khô (Dry or hyperbaric welding) – Một buồng khô được tạo ra gần khu vực hàn và thợ hàn thực hiện công việc bằng cách ở lại bên trong buồng.
Xem thêm