

Phương pháp hàn ướt (Wet Welding)
Hàn ướt là phương pháp hàn chỉ được thực hiện dưới nước. Một điện cực đặc biệt được sử dụng và hàn được thực hiện bằng tay
Hàn ướt là phương pháp hàn chỉ được thực hiện dưới nước, làm việc trực tiếp với môi trường ẩm ướt. Một điện cực đặc biệt được sử dụng và hàn được thực hiện bằng tay. Sự chuyển động tự do tăng lên giúp phương pháp hàn hiệu quả và kinh tế nhất. Nguồn điện cung cấp đến các thợ hàn và thợ lặn thông qua dây cáp và ống.
Trong hàn ướt MMA (Hàn hồ quang kim loại bằng tay) được sử dụng:
- Nguồn điện DC dòng 1 chiều
- Phân cực: đã phân cực.
Khi DC đã phân cực được sử dụng, điện phân sẽ diễn ra và gây ra sự giảm nhanh chóng các thành phần kim loại trong bình chứa điện cực. Đối với DC, hàn ướt không được sử dụng để tính toán về an toàn điện và khó khăn trong việc duy trì hồ quang dưới nước.
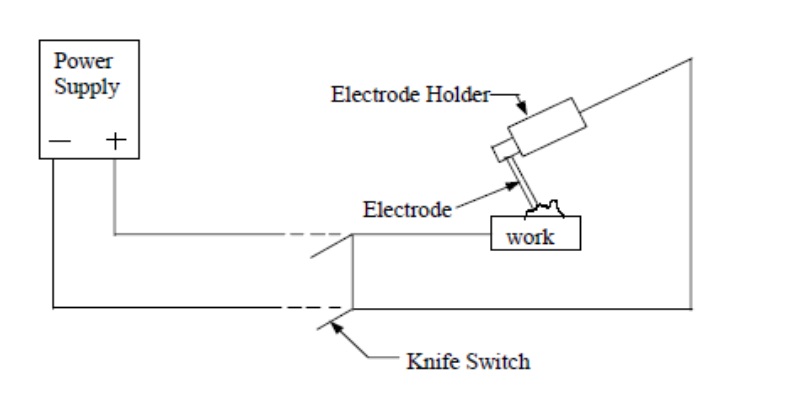
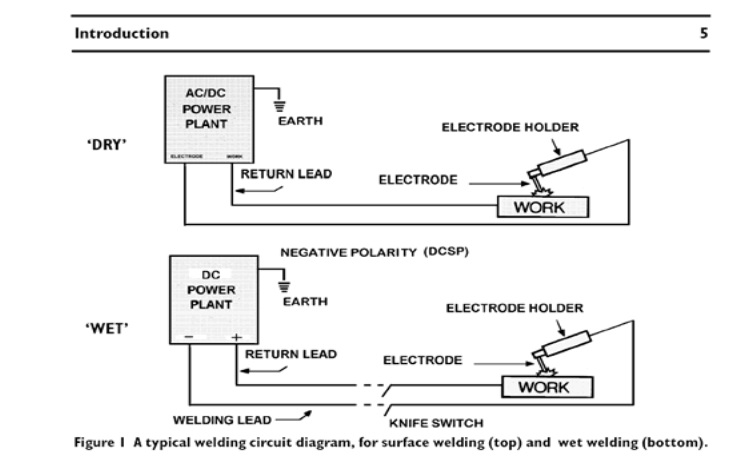
Các máy điện 1 chiều có công suất định mức khoảng 300A – 400A. Động cơ máy phát điện thường được sử dụng nhiều nhất cho máy hàn dùng để hàn dưới nước trong môi trường ẩm ướt. Khung máy hàn phải được nối đất (mass) với tàu. Các mối hàn phải bao gồm một bộ chuyển đổi dương, thường là một công tắc chuyển đổi được điều chỉnh trên bề mặt và điều khiển bởi các thợ hàn. Công tắc trong mạch điện hoàn toàn toàn có khả năng chịu sự phá hủy của các dòng điện hàn và được sử dụng vì lý do an toàn. Nguồn hàn được nối với các điện cực trong thời gian hàn.
Dòng điện 1 chiều với điện cực âm thẳng cực được sử dụng. Đặc biệt, điện cực hàn được cách ly chống lại sự xâm nhập của nước khi sử dụng. Điện cực hàn được sử dụng dưới nước là loại có đầu xoắn và được kẹp chặt. Nó phù hợp với kích thước của 2 điện cực.
Các loại điện cực được sử dụng phù hợp với phân loại AWS (American Welding society) E6013 và chống thấm nước. Tất cả các kết nối phải được cách điện triệt để để nước không tiếp xúc với bộ phận kim loại. Nếu cách điện bị rò rỉ, nước biển sẽ tiếp xúc với dây dẫn kim loại và một phần của dòng điện sẽ bị rò rỉ ra và dòng hồ quang sẽ không có sẵn. Ngoài ra cáp đồng sẽ bị hư hỏng tại các điểm rò rỉ.
Ưu điểm của hàn ướt:
Hàn ướt dưới nước MMA nhiều năm nay đã được áp dụng rộng rãi trong việc sửa chữa.
Những lợi ích của hàn ướt là:
- Sự linh hoạt và chi phí thấp của hàn ướt làm cho phương pháp này chiếm nhiều ưu thế.
- Tốc độ hàn nhanh.
- Ít tốn kém hơn so với hàn khô.
- Các thợ hàn có thể tiếp cận các cấu trúc bên ngoài mà khi sử dụng các phương pháp khác không thể làm được.
- Không cần vách cách âm, không mất nhiều thời gian chuẩn bị.
Nhược điểm của hàn ướt
- Mối hàn kim loại bị dập tắt nhanh do nước xung quanh. Que hàn ở dưới nước khi hàn xong nguội rất nhanh do môi trường nước biển, làm giảm độ bền kéo cảu mối hàn, tăng độ xốp và cứng.
- Hydrogen Embrittlement làm giòn bằng hidro – số lượng lớn các khí Hidro có mặt trong khu vực hàn do việc phân ly của hơi nước khu vực hồ quang. H2 phân chia trong các khu vực bị ảnh hưởng nhiệt (HAZ) và mối hàn kim loại, gây làm giòn, làm rạn nứt và các vết nứt tế vi. Vết nứt có thể phát triển và dẫn đến sự hư hỏng vật liệu.
- Bất lợi khác là hạn chế tầm quan sát. Các thợ hàn khó có thể quan sát vũng hàn do phản ứng tạo thành các đám mây.
- Chất lượng mối hàn phụ thuộc nhiều vào trình độ tay nghề của thợ hàn.
- Thợ hàn thường xuyên chịu áp lực từ môi trường xung quanh.
- Công tác chuẩn bị và các trang thiết bị phục vụ phức tạp.

Xem thêm