
Phương pháp hàn điện xỉ
Hàn điện xỉ là quy trình hàn một lớp năng suất cao ứng dụng để hàn vật liệu dầy (lớn hơn 25 mm) ở vị trí thẳng đứng hoặc gần với vị trí thẳng đứng.
Phương pháp hàn điện xỉ

Hàn điện xỉ là quy trình hàn một lớp năng suất cao ứng dụng để hàn vật liệu dầy (lớn hơn 25 mm) ở vị trí thẳng đứng hoặc gần với vị trí thẳng đứng.
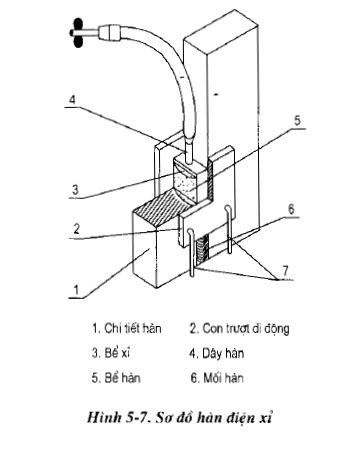
Hồ quang điện được mồi ban đầu bởi dây hàn được đưa vào vị trí hàn. Sau đó thuốc hàn được cấp vào. Thuốc hàn được thêm vào cho đến khi xỉ nóng chảy, chạm tới đầu dây hàn, dập tắt hồ quang. Xỉ nóng chảy đạt tới nhiệt độ 3500°F (1930°C).
Nhiệt độ này đủ để làm nóng chảy dây hàn và cạnh của vật hàn. Dây hàn được cấp liên tục qua một ống dẫn dây đi vào bề mặt vật hàn. Sau đó kim loại dây hàn và kim loại vật hàn nóng chảy do điện trở của xỉ nóng chảy để sau đó đông kết tạo thành mối hàn. Dây hàn và ống dẫn dây di chuyển lên dọc vật hàn. Một tấm chắn bằng đồng được đặt vào vị trí trước khi bắt đầu được dùng để tạo mối hàn giữa các tấm được hàn.
Hàn điện xỉ được dùng chủ yếu để hàn thép carbon hoặc các tiết diện rất dày. Cũng có thể ứng dụng cho thép kết cấu. Quy trình này sử dụng nguồn điện một chiều với dòng hàn 600A và điện áp hàn 40-50V. Với vật hàn dày hơn có thể sử dụng dòng hàn lớn hơn. Ở quy trình này, hồ quang bị dập tắt nên hàn điện xỉ không phải là quy trình hàn hồ quang.
Ưu điểm của phương pháp hàn điện xỉ
- Tỷ lệ đắp cao: tới 20kg/h
- Xỉ tiêu hao thấp (khoảng 5% khối lượng kim loại đắp)
- Ít biến dạng
- Chiều dầy hàn không hạn chế
Nhược điểm
- Mối hàn có cấu trúc hạt lớn
- Độ bền mối hàn thấp
- Chỉ áp dụng được cho vị trí hàn đứng (hàn leo)
Xem thêm