

Kỹ thuật hàn Tig không que bù hoặc que bù tự chế
Kỹ thuật hàn Tig không que bù hoặc que bù tự chế là phương pháp áp dụng cho các vật liệu rất mỏng như các chi tiết trong xe máy, thiết bị y tế,…
Kỹ thuật hàn Tig không que bù hoặc que bù tự chế là phương pháp áp dụng cho các vật liệu rất mỏng. Ví dụ như các chi tiết trong xe máy, vỏ của các loại máy chụp X – Quang, thiết bị ngành y tế. Khi đó yêu cầu mối hàn cao, không được xảy ra biến dạng hay sần sùi phía bên trong vật liệu.

Kỹ thuật hàn Tig không que bù hoặc que bù tự chế
Nếu có sử dụng que hàn thì phải dùng dòng điện cao (tối thiểu 30A). Vì nếu nhiệt độ quá thấp thì sẽ không làm chảy được que bù, làm biến dạng vật liệu hàn, sản phẩm hàn không đạt hiệu quả.
Để khắc phục hiện tượng này, Làm thợ xin chia sẻ đến quý bạn đọc Kỹ thuật hàn Tig không que bù hoặc que bù tự chế. Cùng tham khảo và thực hiện nhé!
Kỹ thuật hàn Tig không que bù hoặc que bù tự chế
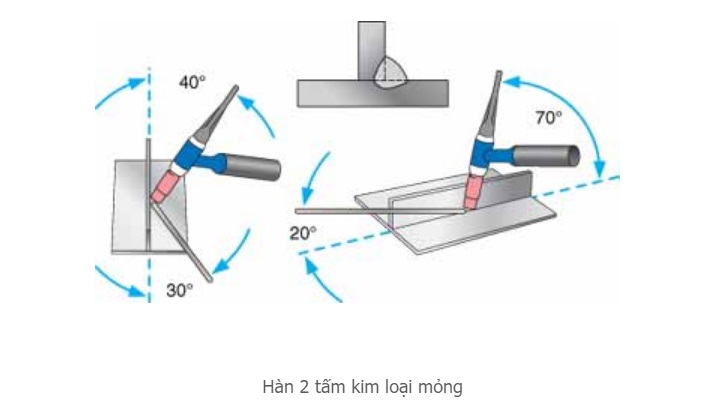
1. Hàn hai tấm kim loại với nhau với mối hàn phẳng
Kỹ thuật hàn Tig không que bù hoặc que bù tự chế
Thông thường đối với các vật hàn mỏng thì không yêu cầu chiều dài mối hàn quá lớn (trong khoảng từ 3 – 5cm). Dòng điện trong khoảng 100A, lượng khí hàn khoảng 5cfh. Áp dụng kỹ thuật hàn ngoáy góc, di chuyển nhanh và đều tay. Nếu chiều dài mối hàn lớn hơn bạn cần thêm que bù. Các que bù thông thường, kích thước nhỏ nhất là 1.6mm, quá lớn để sử dụng trong trường hợp này.
Giải pháp
Tự chế que bù bằng cách dùng cuộn dây hàn của máy hàn Mig/Mag cắt thành các đoạn nhỏ sau đó kéo thẳng ra. Các que này sẽ có đường kính nhỏ (từ 0.8 – 1.6mm) và có thể sử dụng hoàn toàn như que bù bình thường với dòng điện khoảng 50A, cho mối hàn ngấu đẹp.
2. Hàn hai tấm kim loại mỏng đặt phẳng nhau không có góc
Trường hợp này khó vì vật liệu mỏng. Trong quá trình hàn hồ quang rất dễ chảy vào bên trong, dễ cháy hoặc biến dạng vật liệu.
Giải pháp 1: Để dòng điện tầm 120A và dùng phương pháp hàn chấm ngắt.
Kỹ thuật hàn:

Kỹ thuật hàn Tig không que bù hoặc que bù tự chế
Để kim hàn ngắn, góc nghiêng khoảng 80 độ so với mặt phẳng. Dùng que bù tự chế đặt vào khe hở chỗ cần hàn và bấm. Bấm xong tiến hành rút que bù ra, tịnh tiến lên một chút théo dọc rãnh cần hàn, đẩy mỏ hàn lên và bấm mỏ hàn. Lặp lại cho đến hết chỗ cần hàn.
Lưu ý: Phương pháp này chỉ khi thật cần thiết mới áp dụng vì bấm nhả máy liên tục rất dễ gây hỏng máy hàn. Kỹ thuật hàn này cũng phải được rèn luyện liên tục thì mới hàn đẹp được
Giải pháp 2: Hàn xung (chuyển máy hàn sang chế độ hàn xung)
Ưu điểm của phương pháp hàn xung:
- Dễ hàn hơn phương pháp không xung vì dễ dàng khống chế vũng hàn nóng chảy, không yêu cầu cao về tay nghề thợ hàn. Chất lượng mối hàn được cải thiện tốt hơn do độ ngấu sâu hơn, ít rỗ và có thể hàn mỏng dưới 1mm. Ngoài ra máy hàn xung cũng được dùng để hàn các mối hàn đáy ống trong tư thế hàn 5G và 6G.
- Giảm các biến dạng khi hàn.
- Phương pháp này được sử dụng để hàn các chi tiết quan trọng với các chiều dày không đồng nhất.
Lưu ý: Khi hàn các chi tiết mỏng thì yêu cầu phải hàn ngoài và không được để hồ quang chảy vào bên trong gây biến dạng phôi hàn. Ví dụ hàn các chi tiết vỏ máy, vỏ xe máy, vỏ các loại máy điều hòa, máy photo,…
Trường hợp này bạn không thể hàn ngoáy vì có ít góc và điểm tựa. Bạn có thể cầm mỏ hàn theo kiểu cầm bút hoặc đũa, hoặc kiểu bình thường. Lưu ý là cầm lỏng tay và thao tác thật đều tay. Hàn ở tư thế thoải mái nhất, nếu chưa quen có thể tạo cho mình một điểm tựa (có thể là đầu gối hoặc mép hàn) để hàn.
Xem thêm