
Kỹ thuật hàn sấp
Hàn sấp là vị trí hàn thuận lợi nhất, dễ thao tác nhất. Chất lượng hàn khi hàn sấp cao vì điều kiện thoát khí tốt và các tạp chất dễ tách ra khỏi vũng hàn
Hàn sấp là vị trí hàn thuận lợi nhất, dễ thao tác nhất. Chất lượng hàn khi hàn sấp cao vì điều kiện thoát khí tốt và các tạp chất dễ tách ra khỏi vũng hàn. Mặt khác, khi hàn sấp dễ quan sát và kiểm tra sự hình thành mối hàn. Do vậy kỹ thuật hàn sấp được ứng dụng rất rộng rãi trong sản xuất.

Chuẩn bị
Trước khi hàn cần chuẩn bị vật hàn, làm sạch vị trí hàn. Chúng ta có thể vát mép một phía hoặc hai phía tùy thuộc vào độ dày của vật hàn. Để đảm bảo độ phẳng bề mặt giữa các chi tiết và đảm bảo khe hở giữa các chi tiết thì việc gá phải đảm bảo chắc chắn.
Kỹ thuật hàn sấp
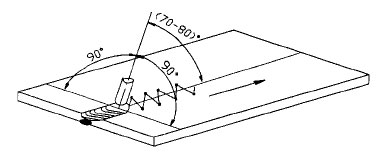
☑Hàn liên kết giáp mối vật hàn mỏng có khe hở nên chuyển động que hàn theo đường thẳng.
☑ Hàn mối hàn nhiều lớp thì lớp thứ nhất lên dùng đường kính que từ 3-4mm, với chuyển động theo đường thẳng. Từ lớp thứ 2 trở nên chuyển động que hàn theo hình răng cưa, bán nguyệt…
➢ Chú ý: Mối hàn có chiều dài khác nhau, có thể áp dụng các cách hàn khác nhau:
☑ Mối hàn ngắn dưới 250mm: Hàn liên tục một mạch từ đầu đến cuối theo cùng một hướng.
☑ Mối hàn trung bình từ 250mm đến 1000mm: Hàn tiến hàn từ giữa ra hai đầu theo kiểu ngắt bậc (chia đường hàn ra thành nhiều phần nhỏ chiều dài 100-350mm sao cho mỗi lần hàn hết một que hàn).
☑ Mối hàn dài trên 1000mm: Hàn được tiến hành từ giữa ra hai đầu theo kiểu ngắt bậc và có thể dùng hai công nhân hàn cùng lúc.
Xem thêm: