
Hàn Mig, hàn Mag
Hàn Mig/Mag là phương pháp hàn hồ quang kim loại trong môi trường khí bảo vệ. Tên gọi quốc tế là Gas Metal ARC Welding (GMAW)
Hàn Mig/Mag là phương pháp hàn hồ quang kim loại trong môi trường khí bảo vệ, còn được gọi là hàn dây, hàn CO2. Tên gọi quốc tế là Gas Metal ARC Welding (GMAW).
Phân biệt hàn MIG và hàn MAG
MIG (Metal inert gas): khí “trơ” sử dụng khi hàn thép hợp kim và kim loại màu. Khí trơ : Chủ yếu là Argon hoặc Hélium (khí dùng pha trộn thêm).
MAG (Metal active gas): khí “hoạt hóa” khi hàn thép thường, thép hợp kim thấp. Khí hoạt hóa : Thường là (CO2), hoặc Argon có trộn thêm Oxy (O2), đôi khi Hydro(H2).
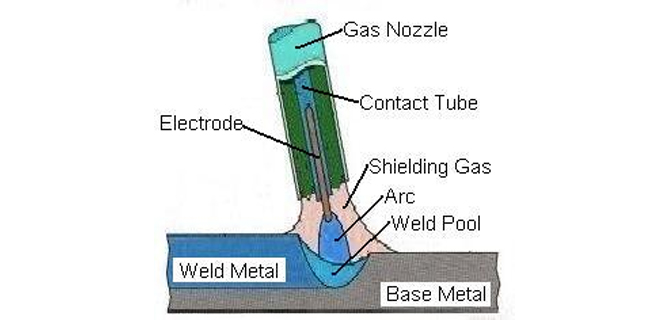
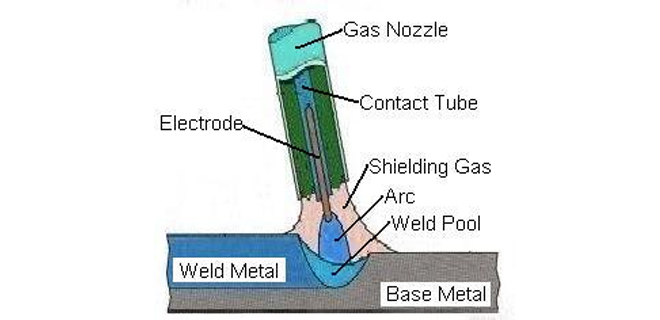
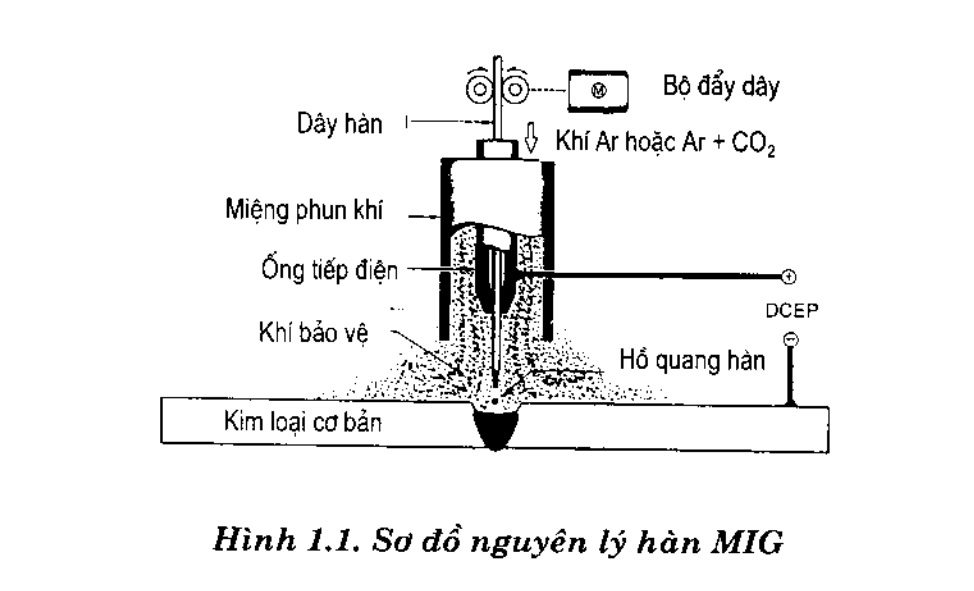
Hàn MIG-MAG sử dụng hồ quang được thiết lập giữa dây điện cực nóng chảy và được cấp tự động vào chi tiết hàn. Hồ quang này sẽ được bảo vệ bằng dòng khí trơ hoặc khí có tính khử. Sự cháy của hồ quang được duy trì nhờ các hiệu chỉnh đặc tính điện của hồ quang. Chiều dài hồ quang và cường độ dòng điện hàn được duy trì tự động trong khi tốc độ hàn và góc điện cực được duy trì bởi thợ hàn.
Các ưu điểm của phương pháp hàn MIG-MAG:
- Năng suất cao
- Giá thành thấp – Năng lượng hàn thấp, ít biến dạng nhiệt.
- Hàn được hầu hết các kim loại.
- Dễ tự động hóa.
- Mối hàn dài có thể được thực hiện mà không bị ngắt quãng.
- Yêu cầu kỹ năng hàn thấp.
Sự chuyển dịch kim loại trong quá trình hàn MIG-MAG
Chuyển dịch hồ quang ngắn mạch (Short Arc)
Cường độ trung bình : 50 đến 150 A.
Bề dày chi tiết : 0,5 đến 2 mm.
Trong kiểu chuyển dịch này năng lượng hàn có trị số thấp nhất do dòng hàn và điện áp hồ quang tương đối thấp. Sự chuyển dịch diễn ra nhờ các chu kỳ ngắn mạch liên tục giữa điện cực và vũng chảy. Đặc tính volt – ampe của nguồn điện hàn đóng vai trò quan trọng cho kiểu chuyển dịch này. Vì năng lượng hàn thấp nên độ ngấu cạn cần chú ý đặc biệt khi hàn các chi tiết dày. Đặc điểm này của chuyển dịch ngắn mạch giúp cho việc hàn ở tư thế ngược dễ dàng hơn, đặc biệt là với ứng dụng trên kim loại mỏng.
Tóm lại chuyển dịch ngắn mạch thích hợp cho các ứng dụng sau :
- Áp dụng khi hàn lớp ngấu.
- Áp dụng khi hàn trên tôn mỏng.
Cần bảo đảm :
- Đầu contact tube được nhô ra khỏi miệng mỏ phun từ 5 đến 10 mm khi hàn lớp ngấu.
- Độ nhú điện cực (ESO) 5 mm.
- Góc nghiêng mỏ hàn từ 65° đến 70°.
Chuyển dịch cầu (Globular Transfer)
Cường độ dòng hàn trung bình : 150 đến 300 A.
Bề dày chi tiết : 2 đến 6 mm.
Trong kiểu chuyển dịch này, kim loại chuyển dịch từ điện cực sang vũng hàn dưới dạng các giọt cầu có kích cở không đều và định hướng ngẫu nhiên. Kết quả là lượng văng tóe tăng lên đáng kể. Khi hàn với khí CO2 thì có thể giảm sự văng tóe bằng cách hiệu chỉnh thông số hàn sao cho đầu dây hàn nhúng chìm vào trong vũng chảy và hồ quang cháy trong lỗ hổng nằm trong vũng chảy.
Hồ quang CO2 thường không ổn định và khi hàn phát ra âm thanh như tiếng cành cây gãy. Đặc trưng của hồ quang này là đường hàn mấp mô hơn so với các chuyển dịch khác. Bởi vì hồ quang bị nhúng chìm vào vũng chảy, nên đường hàn có độ ngấu rất sâu. Hiệu quả làm sạch biên mối hàn kém hơn.
Chuyển dịch cầu được ứng dụng trong các trường hợp sau :
- Dùng để hàn lớp phủ .
- Hàn tôn có bề dày lớn .
- Hàn ở tư thế phẳng .
Chuyển dịch phun (Spray Arc Welding)
Cường độ dòng hàn trung bình > 300 A.
Bề dày chi tiết > 6 mm.
Xảy ra khi khí bảo vệ có hơn 80% argon. Trong kiểu chuyển dịch này các giọt kim loại có kích cỡ bằng hoặc nhỏ hơn đường kính dây điện cực. Các giọt kim loại được định hướng dọc theo trục hồ quang. Hồ quang cháy êm và ổn định, kết quả là hàn ít văng tóe hơn, mặt đường hàn phẳng phiu hơn.
Năng lượng hồ quang (dạng plasma) trải đều trong vùng không gian hình côn giúp cho biên đường hàn trở nên sạch sẽ. Song cũng dễ gây ra các khuyết tật do thiếu chảy cho biên đường hàn. Độ ngấu trong kiểu chuyển dịch này sâu hơn khi hàn bằng que hàn song lại thấp hơn chuyển dịch cầu có năng lượng hàn cao hơn.
Được ứng dụng khi hàn phủ hoặc lớp hoàn tất
- Hàn trên tôn dày.
- Sử dụng khi hàn phẳng.
Để bảo đảm có được chuyển dịch phun cần:
- Đầu contact tube phải nằm trong mỏ phun.
- Độ nhú ESO khoảng 20 mm.
- Góc nghiêng mỏ hàn 75° đến 85°.
Xem thêm