
Hướng dẫn hàn gang không bị nứt bằng máy hàn que
Hàn gang rất dễ nứt và hình thành thể gang trắng. Làm thợ xin chia sẻ đến các bạn cách hàn gang không bị nứt bằng máy hàn que
Hàn gang rất dễ nứt và hình thành thể gang trắng. Hiện tượng nứt nặng có thể dẫn đến vật hàn bị vỡ đôi. Các thể gang trắng làm cho chi tiết làm bằng gang khó thực hiện gia công cơ. Đó là lý do khi hàn gang thường phải gia nhiệt trước khi hàn. Sau khi hàn nên để nguội từ từ. Dùng que hàn có tính dẻo cao để đề phòng xuất hiện gang miệng trắng hoặc bị nứt.
Làm thợ xin chia sẻ đến các bạn cách hàn gang không bị nứt bằng máy hàn que. Cùng tham khảo và thực hiện nhé!
Các khó khăn thường gặp khi hàn gang
Trong chế tạo cơ khí, gang là vật liệu được ứng dụng rộng rãi. Thông thường các vật đúc bằng gang có kích thước lớn, khi đúc thường sinh ra lỗ ngót, lỗ cát.
Trong quá trình sử dụng, các chi tiết bằng gang thường dễ bị mài mòn, nứt vỡ nên hàn gang là phương pháp sửa chữa được ứng dụng rất nhiều. Các phương pháp hàn gang hiện nay có thể áp dụng để hàn tất cả các loại gang như gang cầu, gang xám,…

Phương pháp hàn nguội gang chống bị nứt
Chuẩn bị vật liệu:
- Que hàn niken hay loại que hàn có hàm lượng đồng cao
- Ngoài ra khi hàn nguội cũng có thể dùng que hàn thép cacbon và quấn thêm một lớp dây đồng có đường kính 1 – 1,5mm.
- Máy hàn hồ quang tay (tùy thuộc vào loại que hàn, nếu nhà sản xuất không có lưu ý khác thì đấu que hàn vào cực dương, máy hàn loại một chiều).
- Máy mài cầm tay.
- Kính hàn, kìm hàn, búa gõ xỉ, búa nguội,…
Xử lý vật hàn trước khi hàn:
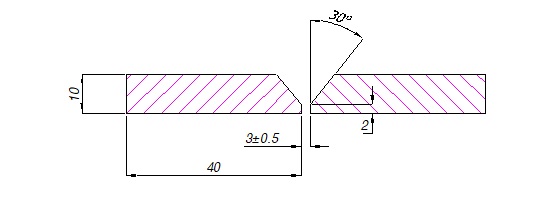
- Tiến hành vát cạnh vết nứt để tạo độ ngấu sâu. Đối với các vật hàn có chiều dày không quá 5mm thì không cần vát mép. Nếu chi tiết dày trên 5mm thì vát mép chữ V hoặc X.
- Khoan lỗ nhỏ ở hai đầu để vết nứt không lan ra sau khi hàn, đường kính lỗ khoan bằng 2/3 lần chiều dày vật hàn.
- Làm sạch bụi bẩn, dầu mỡ bám trên bề mặt vật hàn.
- Định trước thứ tự hàn đối với những vết nứt phức tạp. Nếu vết nứt dài có thể chia ra hàn nhiều phần nhỏ.
- Lựa chọn que hàn. Nếu que có dấu hiệu ẩm nên sấy que (150 độ C trong 2h).
- Khi hàn vật đúc bằng gang có kích thước lớn hoặc có yêu cầu cường độ tương đối cao, trước khi hàn có thể cấy đinh vít bằng thép vào chỗ vát cạnh.
- Dùng amiăng phủ lên chỗ cần hàn nhằm giúp vật hàn nguội chậm.
Tiến hành gá phôi hàn:
- Vật hàn gang phải được đặt ở vị trí cố định trong suốt quá trình hàn để tránh biến dạng hoặc sinh ra các vết nứt mới. Với những vật hàn có hình dạng phức tạp, khó cố định thì nên có đồ gá để cố định trong suốt quá trình hàn.
- Do đặc thù gang rất khó hàn nên tốt nhất là xoay vật hàn về vị trí hàn bằng để có được mối hàn có chất lượng tốt nhất.
Phương pháp hàn gang không bị nứt

Chọn chế độ hàn gang:
1. Chọn đường kính que hàn:
d = S/2 + 1
Với: d là đường kính que hàn (mm)
S: chiều dày vật hàn (mm)
Thông thường người ta chọn loại que hàn tổng hợp đồng niken
2. Cường độ dòng điện hàn:
Ih = (30÷40)d
Với Ih là cường độ dòng điện hàn (A)
3. Chiều dài hồ quang:
Khi hàn gang nên để chiều dài hồ quang thực nghiệm như sau:
Lhq = (1÷1,1)d
4. Tốc độ hàn
Thường thì hàn gang không thực hiện hàn liên tục mà hàn gián đoạn hồ quang, hàn làm nhiều đoạn nhỏ và cách quãng. Nếu các chi tiết lớn, đường hàn dài thì có thể cho 2 thợ thay nhau hàn nhằm mục đích giữ vật hàn luôn nóng.