

Kỹ thuật hàn CO2 với dây lõi thuốc
Kỹ thuật hàn CO2 với dây lõi thuốc giúp nâng cao chất lượng mối hàn, các khuyết tật tại chân mối hàn được hạn chế tối đa, tránh việc phải gia công.
Kỹ thuật hàn CO2 với dây lõi thuốc giúp nâng cao chất lượng mối hàn, các khuyết tật tại chân mối hàn như: không ngấu, chảy sệ,… được hạn chế tối đa, tránh việc phải gia công.
Cùng Làm thợ tìm hiểu chi tiết Kỹ thuật hàn CO2 với dây lõi thuốc nhé!

Chuẩn bị mối hàn CO2
Kỹ thuật hàn CO2 bằng dây lõi thuốc có thể áp dụng trên mọi loại liên kết: giáp mối, chữ T, góc, hàn chồng.
Đối với các mối hàn giáp mối có thể vát mép hoặc không cần vát mép (tùy theo chiều dày chi tiết và yêu cầu làm việc của mối, có thể vát nép chữ K, V hoặc X).
Với kiểu liên kết hàn chữ T, có thể hàn từ 1 hoặc 2 bên không vát mép, cũng có thể vát mép 1 bên hoặc cả 2 bên.
Cần phải hàn ngấu hoàn toàn, bề mặt mối hàn hơi lồi hoặc phẳng với các liên kết hàn chữ T do phải chịu trọng tải động.
Trước khi hàn, bề mặt mép hàn cần được gia công cơ, cắt bằng khí cháy hoặc bằng plasma, không được chứa hơi ẩm, gỉ và dầu mỡ.
Một số dạng vát mép tiêu biểu cho mối hàn CO2
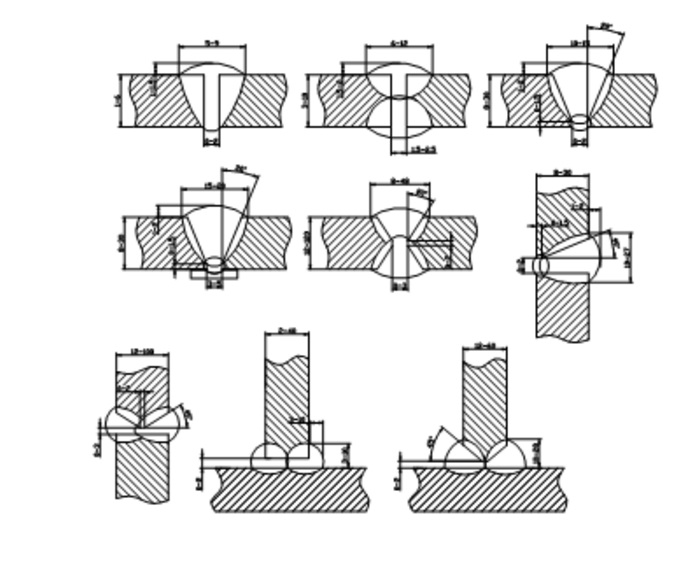
Kỹ thuật hàn CO2 với dây lõi thuốc
Hàn đính chi tiết
Mối hàn đính được sử dụng để cố định tương đối các chi tiết cần hàn lại với nhau.
Thường thì các mối hàn đính khá ngắn, tùy theo chiều dày tấm mà chúng có chiều dài từ 20-120mm. Khoảng cách giữa các mối hàn đính tỉ lệ nghịch với chiều dày tấm, thường nằm trong khoảng 200-1200mm. Tiết diện mối hàn đính không vượt quá 1/2 hoặc 1/3 tổng tiết diện mối hàn. Khi thực hiện lại mối hàn nối đi qua mối hàn đính bắt buộc phải nung chảy lại toàn bộ mối hàn đính đã thực hiện trước đó.
Việc phân bố vị trí mối hàn đính nên tránh những chỗ chuyển tiếp đột ngột của tiết diện, chỗ góc nhọn hoặc những chố ứng suất tập trung. Càng không nên hàn đính gần lỗ, sát mép chi tiết (khoảng cách tối thiểu tới mép, lỗ khoảng 10mm)
Mục đích của hàn đính là nhằm tránh biến dạng sau khi hàn. Do vậy khi hàn giáp mối các chi tiết có chiều dài lớn thì nên hàn đính từ 2 đầu. Sau đó mới hàn tiếp các mối đính bên trong.
Khi hàn có tấm lót thì việc hàn đính phải được thực hiện trước khi dán tấm lót. Mối hàn đính được nằm gọn trong lòng máng tấm lót, đảm bảo mối hàn không gây cản trở quá trình dán tấm lót.
Dán lót sứ
Kiểm tra việc làm sạch bề mặt chân mối hàn trước khi dán tấm lót sứ.
Cần tách bỏ lớp bảo vệ ra khỏi dải nhôm để dán tấm lót sứ. Sau đó dán tấm lót vào mặt chân của mối hàn đảm bảo đường tâm của lót sứ trùng với đường tâm của mối hàn (đường chỉ đỏ).
Kỹ thuật hàn
Trong hàn điện cực lõi bột, liên kết hàn thường được thiết kế với góc vát mép nhỏ. Phần dư không vát mép thường lớn hơn so với hàn hồ quang tay để tận dụng ưu điểm của dòng hàn cao và độ ngấu sâu. Điểm cần lưu ý là góc rãnh hàn phải đảm bảo sao cho dây hàn tiếp xúc được đáy mối hàn và dễ dàng thao tác dây hàn khi cần thiết.
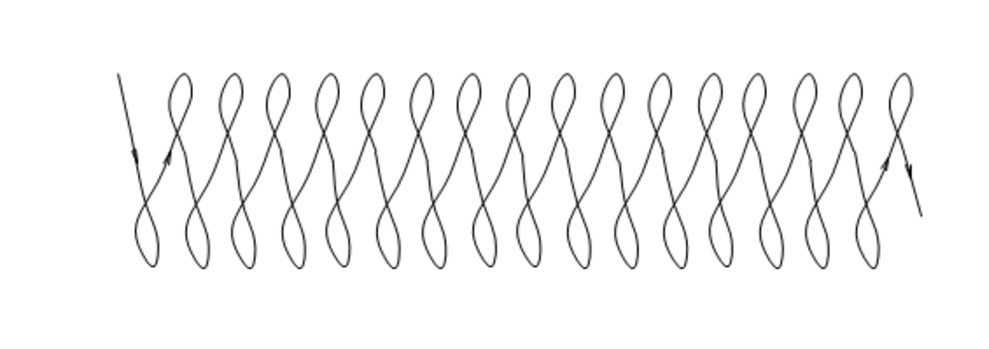
Ở tư thế hàn sấp khi hàn giáp mối bằng dây hàn thuộc hệ xỉ TiO2-CaF2 và CaF2 có khí bảo vệ CO2. Có thể thực hiện dao động ngang so với trục mối hàn.
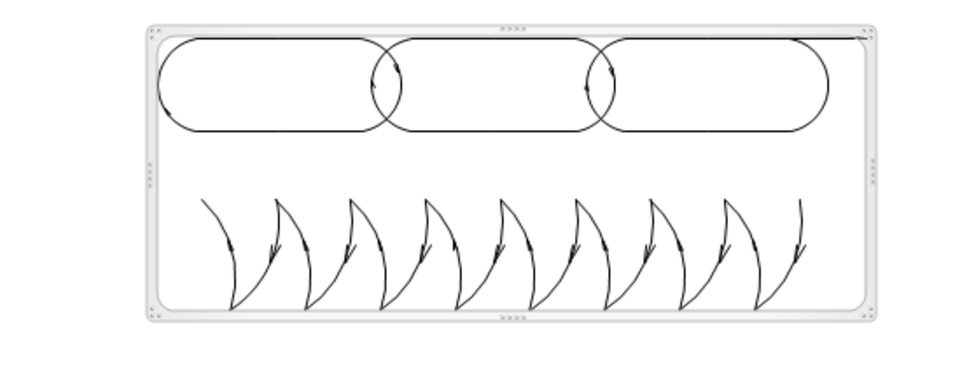
Để đảm bảo cho hồ quang được liên tục và ổn định, độ nghiêng của điện cực so với trục thẳng đứng nên để từ 15-20 độ.
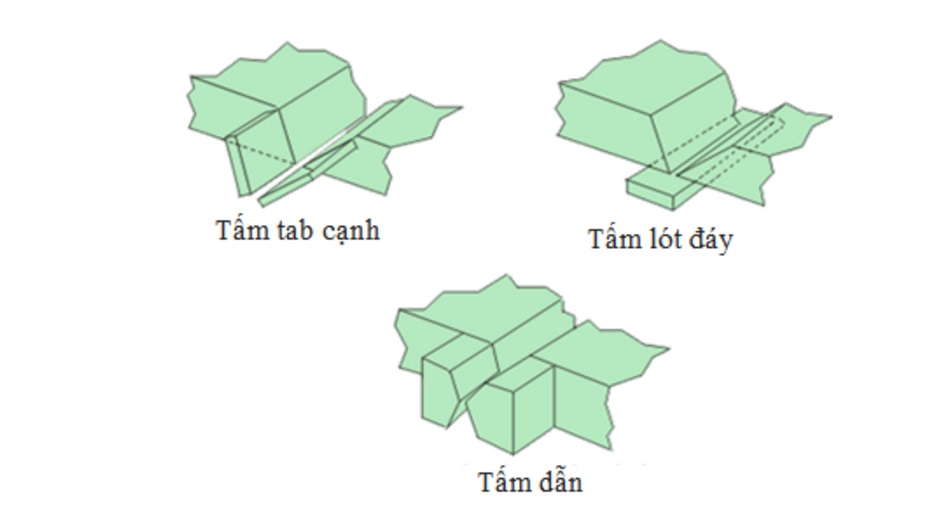
Khi hàn các giáp mối chi tiết quan trọng, đặc biệt có chiều dày lớn. Nên kết thúc đường hàn tại các bản dẫn để tránh hiện tượng miệng mối hàn bị nứt khi kết thúc hồ quang.
Kỹ thuật gây và kết thúc hồ quang trong kỹ thuật hàn CO2
Gây hồ quang được thực hiện trên nguyên lý sự tiếp xúc đầu dây hàn với vật hàn trong một khoảng thời gian ngắn. Do tác động của dòng ngắn mạch và điện trở tiếp xúc, đầu dây hàn được nung đến nhiệt độ cao. Khi kéo đầu dây hàn ra khỏi vật hàn, giữa chúng sẽ xuất hiện dòng hồ quang do tác dụng của quá trình ion hóa không khí, bức xạ điện tử và bức xạ nhiệt. Để được mối hàn đẹp, thường thì hồ quang sẽ được gây ở các tấm dẫn hoặc trên các mép vát sau đó mới đưa vào hàn hồ quang đã ổn định. Góc độ tay đặt 1 góc từ 5 đến 10 độ so với trục thẳng đứng. Sau khi hồ quang đã ổn định, dần trả lại mỏ hàn nằm trong góc khoảng 15 đến 20 độ so với trục thẳng đứng.
Khi kết thúc hồ quang, miệng hàn phải được điền đúng quy cách. Do tốc độ kết tinh nhanh của kim loại tại miệng hàn nên đây là vùng chứa nhiều tạp chất và khả năng hình thành vết nứt cao cũng như mối hàn không đủ chiều cao. Cách tốt nhất để kết thúc hồ quang là tăng dần (không quá đột ngột) chiều dài hồ quang hoặc kết thúc hồ quang ngoài tầm dẫn của chi tiết.
Lựa chọn các thông số hàn
Các thông số như: dòng điện hàn, điện áp hàn, lưu lượng khí và tốc độ cấp dây được lựa chọn cần dựa trên các tiêu chí yêu cầu chất lượng của sản phẩm (chiều dày chi tiết, loại vật liệu và kiểu liên kết…) nhằm đảm bảo mối hàn không bị khuyết tật như cháy thủng, lõm chân mối hàn, cháy chân, chảy sệ…và các khuyết tật khác như nứt, rỗ khí, ngậm xỉ…
Xem thêm