
Biện pháp khắc phục ứng suất và biến dạng khi hàn
Ứng suất và biến dạng khi hàn xuất hiện và tồn tại trong kết cấu hàn là do bản thân quá trình hàn gây nên. Vậy biện pháp khắc phục lỗi này như thế nào?
Ứng suất và biến dạng khi hàn xuất hiện và tồn tại trong kết cấu hàn là do bản thân quá trình hàn gây nên. Chúng có ảnh hưởng lớn đến khả năng làm việc và chất lượng của sản phẩm. Vậy có những biện pháp khắc phục ứng suất và biến dạng khi hàn nào? Cùng theo dõi bài viết dưới đây nhé!
Biện pháp khắc phục ứng suất và biến dạng khi hàn
Các biện pháp thiết kế
- Khi thiết kế các kết cấu phải chọn kim loại cơ bản và kim loại điện cực thích hợp. Kim loại cơ bản không có khung hướng bị tôi khi nguội ngoài không khí, còn kim loại điện cực phải có độ dẻo không nhỏ hơn kim loại cơ bản.
- Không nên thiết kế các mối hàn tập trung hay giao nhau. Nhất là đối với những kết cấu làm việc trong điều kiện tải trọng động
- Không nên thiết kế các mối hàn kép kín với kích thước nhỏ
- Giảm số lượng mối hàn đến mức tối thiểu và kích thước mối hàn không được lớn hơn kích thước thiết kế
- Các gân tang cứng phải bố trí đối xứng để khi hàn sẽ nung nóng cùng một chỗ ở hai phía của kim loại vật hàn. Như vậy sẽ giảm được sự co ngang và giảm được ứng suất chung cho cả kết cấu
- Với liên kết giáp mối, nếu kết cấu có chiều dày khác nhau thì phải vát bớt tấm dày để việc nung nóng được đồng đều.
- Đối với các kết cấu phức tạp phải thiết kế thành các bộ phận riêng, sau đó mới lắp ghép chúng lại thành kết cấu lớn
Các biện pháp công nghệ khi hàn
Đề giảm ứng suất và biến dạng cho vật hàn, khi hàn có thể áp dụng các biện pháp sau:
- Hàn các vật dày và các loại thép có độ thấm tôi lớn phải nung nóng sơ bộ trước khi hàn. Đồng thời phải giảm bớt cường độ dòng điện hàn hoặc công suất ngọn lửa. Nung nóng sơ bộ trước khi hàn sẽ làm giảm mạnh các ứng suất. Ngay cả khi chỉ nung đến nhiệt độ (150 – 200 độ C) thì hàn các vật dày hoặc thép hợp kim cũng không bị nứt
- Hàn các chi tiết bị kẹp chặt dễ sinh ra ứng suất lớn. Phải chú ý đến thứ tự thực hiện các đường hàn để vật hàn luôn luôn ở trạng thái tự do (đặc biệt là các liên kết giáp mối là liên kết có độ cong ngang lớn). Khi hàn phải hàn từ giữa hai đầu, không được hàn từ hai đầu vào.
Ví dụ: hàn kết cấu tấm được liên kết từ các tấm nhỏ như: đáy các thùng chứa lớn, sàn tàu, thì tiến hành hàn theo trình tự:
+ Hàn các mối hàn ngang nối các tấm riêng biệt thành dải
+ Hàn đường hàn dọc nối các dải lại với nhau
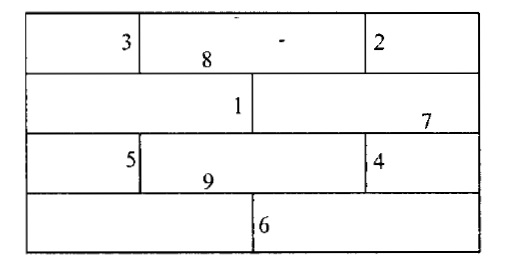 Sơ đồ trình tự hàn kết cấu tấm
Sơ đồ trình tự hàn kết cấu tấm
- Chọn chế độ hàn để sao cho vùng ứng suất tác dụng là nhỏ nhất
- Hàn theo phương pháp phân đoạn ngược
- Dung phương pháp cân bằng biến dạng
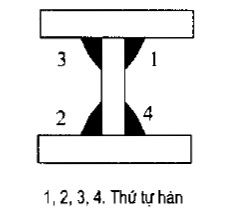 Thứ tự thực hiện hàn dầm chữ I
Thứ tự thực hiện hàn dầm chữ I
- Dung phương pháp biến dạng ngược. Trước khi hàn tạo ra biến dạng có chiều ngược với biến dạng do quá trình hàn gây ra.
 Tạo biến dạng ngược khi hàn
Tạo biến dạng ngược khi hàn
- Khi hàn các tấm rộng, để giảm cong vênh người ta dùng gồ đá kẹp chặt mép hàn. Sau khi hàn xong phải để vật hàn biến dạng tự do.
Các biện pháp công nghệ sau hàn
Sau khi hàn, trong vật hàn vẫn còn tồn tại ứng suất dư và bị biến dạng , để khắc phục người ta dùng các biện pháp sau:
- Xử lý nhiệt sau khi hàn
Sau khi hàn xong phải tiến hành xử lý nhiệt bằng phương pháp ủ hoặc ram. - Tạo lực ép
Dùng búa gõ nhẹ, đều và mau vào bề mặt mối hàn ở nhiệt độ lớn hơn 550 độ C hoặc nhỏ hơn 300 độ C. Đối với mối hàn dễ bị tôi cứng thì không nên áp dụng phương pháp này. Mà dùng phương pháp biến dạng dẻo bằng cách cán nhẹ lên mối hàn trên máy cán - Nắn: có hai phương pháp là nắn nóng và nắn nguội
Như vậy là chúng tôi đã chia sẻ đến các bạn các biện pháp khắc phục ứng suất và biến dạng khi hàn. Chúc các bạn có những mối hàn đẹp
Xem thêm